

این کار یک مدل محاسباتی به نام TEMREP را توصیف میکند که حالتهای توزیع حرارتی تاندیش و دمای فولاد مذاب را در طی ریختهگری مداوم، به عنوان تابعی از توزیع حرارتی پاتیل فولادی، تلفات حرارتی به پوشش نسوز تاندیش، و پوشش عایق در هنگام گذرا و ثابت تعیین میکند. حالات فرآیند عملیاتی حل معادلات حرارتی به روش اجزای محدود انجام می شود. مقادیر عددی پیشبینیشده EMREP با اندازهگیریهای تجربی درون کارخانه، با تطابق خوب بین آنها مقایسه شد. به طور متوسط اختلاف دمای تاندیش فولادی حدود 4± درجه سانتی گراد بود. این مدل می تواند به عنوان یک ابزار طراحی، با انجام مطالعات پارامتریک برای شناسایی متغیرهای فرآیند مربوطه مورد استفاده قرار گیرد. از آنجایی که زمان محاسبات بسیار کمتر از زمان فرآیند واقعی است، این مدل برای پیادهسازی در یک سیستم آنلاین برای ردیابی دمای فولاد برای کنترل اتوماسیون در طول توالی ریختهگری مناسب است.
مقدمه:
کیفیت محصولات ریخته گری فولاد با دانش متغیرهای متعدد و پارامترهای عملیاتی ارتباط قوی دارد. پدیده هایی که در پاتیل فولادسازی اتفاق می افتد مستقیماً بر پدیده هایی که در تاندیش رخ می دهد تأثیر می گذارد. بعداً، آنچه در قالب ریختهگری مداوم و پایین دست میگذرد، در کیفیت محصولات ریختهگری میانی و نیمهتمام (اسلب، بلوم، بیلت) منعکس خواهد شد. آگاهی از دمای فولاد ریخته شده از پاتیل به تاندیش و متعاقبا توزیع حرارتی تاندیش برای به دست آوردن محصولات با کیفیت بالا مرتبط است. دمای بالای مذاب در تاندیش، جداسازی مرکزی را افزایش میدهد، بر اندازه دانهها تأثیر میگذارد، و حتی به دلیل نازک شدن پوسته جامد محلی محصولات ریختهگری، ایجاد شکستگی میکند و توالی ریختهگری مداوم را قطع میکند. از طرف دیگر، دمای کم در تاندیش باعث گرفتگی نازل های تاندیش و به دام افتادن آخال های ماکرو می شود و بر ذوب پودر شار تأثیر می گذارد و احتمال تشکیل چسبندگی قالب را افزایش می دهد. پس از تخلیه از پاتیل با اسفاده از لدل شرود، فولاد مذاب نگهداری شده در پاتیل برای ترکیب درجه نهایی و تنظیم دما به ایستگاه های کوره پاتیل و تریمینگ منتقل می شود. سپس پاتیل به کاستور پیوسته تحویل داده می شود و دیگر امکان اصلاح دما وجود ندارد. بنابراین، پیشبینی دمای فولادی که باید در تاندیش ریخته شود به پارامترهای عملیاتی زیادی مانند تاریخچه حرارتی و سایش پوشش نسوز پاتیل، دانش دقیق خواص حرارتی دیرگداز و ضرایب انتقال، استفاده از پوششهای بالای پاتیل و سرباره عایق بستگی دارد. لایه ها، مدت زمان هر مرحله عملیاتی، تمرین هم زدن آرگون و دوره انتظار قبل از پر شدن که منجر به درجات مختلف طبقه بندی پاتیل، سرعت پر شدن و غیره می شود.
مدلسازی محاسباتی به ابزاری قدرتمند برای تحلیل تلفات حرارتی فولاد مذاب در طول فرآیند ریختهگری مداوم تبدیل شده است. بررسی ادبیات به طور عمده مدل های منتشر شده را به دو گروه طبقه بندی می کند. گروه اول متعلق به مدل هایی است که دمای توده مذاب را در پاتیل و تاندیش پیش بینی می کنند (فردمن و همکاران، 1999؛ گاستون و مدینه، 1996؛ پتگنیف و همکاران، 1989؛ تومازین و همکاران، 1986؛ 1986). لینکا و همکاران، 1986؛ مورو و راسل، 1985؛ فایفر و همکاران، 1984). این نوع مدل به ویژه برای اجرای آنلاین برای کنترل دمای فولاد و توزیع حرارتی تاندیش و ردیابی وضعیت حرارتی پاتیلهای ریختهگری مناسب است (Castillejos و همکاران، 1997؛ گوپتا و چاندرا، 2004a، 2004b؛ زوریک و رید، 1993). گروه دیگر مربوط به مطالعات CFD در مورد پدیده لایهبندی است که در پاتیل در حین نگهداشتن و تأثیر آن بر توزیع حرارتی تاندیش ایجاد شده است (چاکرابورتی و ساهای، 1992a، 1992b). اکثر آنها با استفاده از بسته های تجاری مانند PHOENICS و CFX انجام شدند (Austin et al., 1992; Grip et al., 2000; Xia and Ahokainen, 2001; Pan et al., 2003).
دینامیک سیالات عددی نیز به شدت برای تجزیه و تحلیل ویژگیهای جریان سیال در تاندیش برای بهینهسازی طراحی استفاده شده است. مدلسازی فیزیکی پدیدههای حمل و نقل همچنین به درک جریان سیال در مخازن ریختهگری فولادی به طور کلی کمک کرده است. مدل توصیف شده در این اثر متعلق به گروه اول است. این یک کد خاص است که میانگین دمای و یا به عبارتی توزیع حرارتی تاندیش فولادی و حالت حرارتی تاندیش را در طول ریختهگری مداوم به عنوان تابعی از تلفات حرارتی از طریق پوسته تاندیش، عایق حمام فولادی و دمای مذاب فولاد خروجی تخلیه شده از پاتیل پیشبینی میکند.
II. مدل انتقال حرارت
الف. تراز انرژی تاندیش
با فرض دمای یکنواخت فولاد در تاندیش، با اعمال اصل بقای انرژی عبارت زیر به دست می آید:

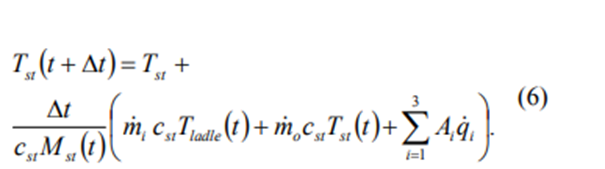
که در آن عبارت اول در سمت راست نشاندهنده جریان ورودی انرژی از پاتیل، دومی خروج انرژی از طریق نازلهای تاندیش، و مورد آخر تلفات حرارتی رسانا به پوشش نسوز تاندیش و تلفات حرارتی از حمام سطح بالایی است. تابش و همرفت به هوای محیط یا رسانایی به لایه پوشش بالایی در صورت وجود). این معادله برای اولین ریخته گری دنباله ریخته گری مداوم ( ) m o = 0، دوره تغییر پاتیل ( ) mi mo ≠ و رژیم حالت پایدار ( ) mi m0 = . هدایت گرما در پوشش تاندیش نسوز توسط موارد زیر کنترل می شود:

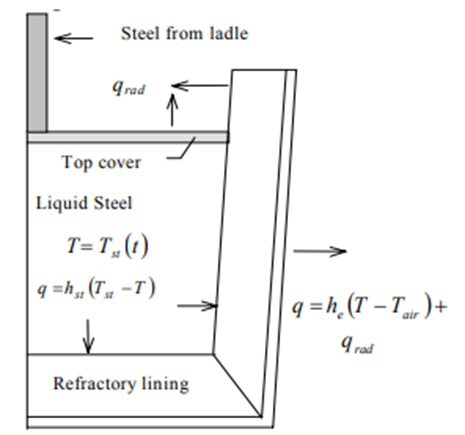
با شرایط مرزی زیر در سطح در تماس با فولاد مذاب (a)، بالاتر از سطح فولاد (b) و سطح بیرونی تاندیش (c):
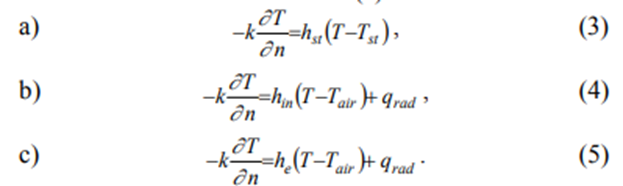
چهار تلفات تشعشعی بر اساس قانون استفان بولتزمن ارزیابی می شود. شکل 1 بخشی از تاندیش و مکانیسم های توزیع حرارتی تاندیش را در نظر گرفته شده در مدل انتقال حرارت را نشان می دهد. حجم متغیر فولاد مذاب در تاندیش با تغییر زمانی ارتفاع فولاد بالای کف تاندیش تعریف می شود. به این ترتیب، دوره های پر کردن، نگه داشتن و تغییر پاتیل به عنوان موارد خاص یک قاب الگوریتمی عمومی شبیه سازی می شود.
ب. حل عددی. فرمولاسیون المان محدود
معادله (1) توسط یک طرح تفاضل محدود صریح گسسته شد:
یک فرمول المان محدود به معادله اعمال شد. (2). با استفاده از بیانیه باقیمانده وزنی، شکل ضعیف معادله انتقال حرارت و توزیع حرارتی تاندیش به دست آمد:

با استفاده از روش گالرکین (Zienkiewicz و Taylor، 1989)، قضیه گرین و شرایط مرزی برای عبارتهای فوق، سیستمهای جبری معادلات زیر را به دست میدهند:

که در آن C ماتریس ظرفیت جهانی، K ماتریس رسانایی جهانی و F بردار بار جهانی است که با عبارات زیر تعریف شده است:
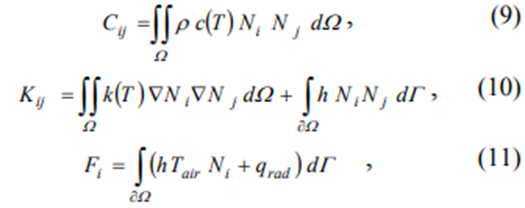
که در آن Ni توابع شکل هستند. عناصر مثلثی خطی برای گسسته کردن دامنه استفاده شد. برای حل معادله از طرح تفاوت مرکزی کرانک نیکلسون استفاده شد. (8) زیرا بدون قید و شرط پایدار است و در زمان دقیق مرتبه دوم است.
ج. دمای بالای پاتیل
TEMREP تکامل دمای فولاد را در تاندیش به عنوان تابعی از دمای پر شدن پاتیل فولادی تعیین می کند. دو گزینه ورودی برای بارگیری این اطلاعات در دسترس است: (1) یک فایل دمای پاتیل فولادی متوسط که توسط کد فم شبیهسازی چرخه حرارتی پاتیلهای ریختهگری تولید شده است (Gastón et al., 2000; Sanchez Sarmiento and Gastón, 1997a, ب)؛ (2) یک عبارت تحلیلی برای توضیح تکامل زمانی میانگین دمای پراکنده (Gastón et al., 1991):

که در آن a0، a1 و a2 به ویژگی حرارتی آستر کاری پاتیل در شرایط حرارتی حالت پایدار بستگی دارد. به دلیل تلفات حرارتی رسانا به پوشش پاتیل و لایه سرباره، فولاد در امتداد دیوارها خنک می شود و به سمت پایین می رود در حالی که فولاد مذاب به سمت بالا در زیر لایه سرباره حرکت می کند و جریان های همرفت طبیعی و لایه بندی حرارتی مذاب را در طول دوره نگهداری قبل از پر شدن ایجاد می کند. . بنابراین، بسته به نوع پر کردن، دمای اولین فولادی که از پاتیل ریخته می شود ممکن است کمتر از میانگین باشد. با توجه به مدل ساده شده ارائه شده توسط نویسندگان قبلی (آلبرنی و لکلرک، 1973؛ کاستیلژوس و همکاران، 1997)، یک ضریب تصحیح دما به دلیل طبقه بندی دما در پاتیل برای بررسی توزیع حرارتی تاندیش توسط TEMREP در نظر گرفته شده است.
آستین و همکاران (1992)، بر اساس مطالعات کامل CFD، پیشنهاد کرد که نرخ افزایش اختلاف دما بین بالا و پایین فولاد τ به طور خطی با نرخ خنککننده حجیم فولاد در پاتیل ċ متناسب است. درجه طبقه بندی ΔTstrat به تاخیر دوره انتظار قبل از پر شدن بستگی دارد و با عبارت زیر تخمین زده می شود:

د. قابلیت های نرم افزاری
قابلیت های نرم افزار به طور کامل در جای دیگر توضیح داده شده است (Gastón و همکاران، 2005). مراحل اساسی انجام شده توسط برنامه برای بررسی توزیع حرارتی تاندیش در اینجا به اختصار بیان شده است:
1. مشخصات کاربر از طریق منوهای تعاملی:
• داده های هندسی
• خواص حرارتی مواد نسوز تاندیش و پوسته فولادی.
• داده های عملیاتی نرخ ریخته گری پاتیل و دمای پرتاب فولاد از پاتیل
• پر کردن، تخلیه و شرایط عملیاتی حالت پایدار توزیع حرارتی تاندیش
• مراحل زمانی برای شبیه سازی عددی و گزینه های گرافیکی خروجی
• شرایط اولیه توزیع حرارتی تاندیش
• شرایط مرزی تاندیش.
• محل ترموکوپل و دماهای اندازه گیری شده در پوشش دیرگداز برای اعتبارسنجی مدل.
2. تولید مش خودکار دامنه تاندیش.
3. تفکیک معادله تعادل حرارتی فولاد مذاب همراه با رسانش گرما به تاندیش.
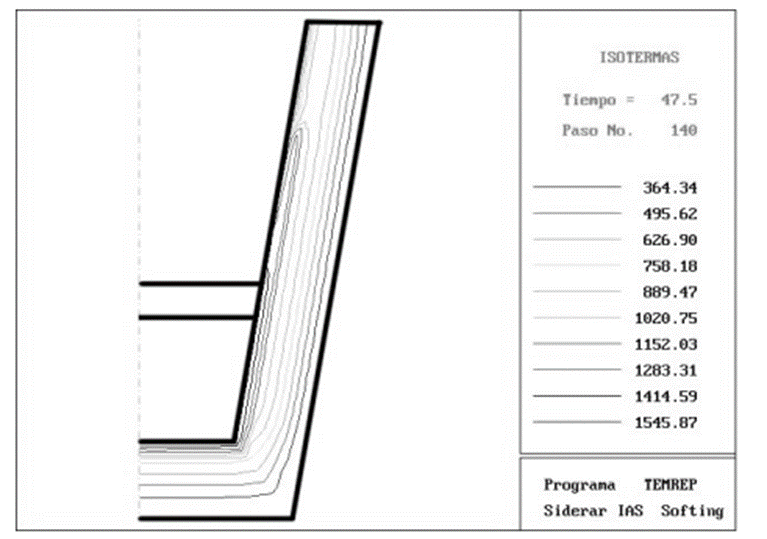
4. پس از پردازش. نتایج در قالب های گرافیکی مختلف نشان داده شده است: ایزوترم برای مراحل زمانی مشخص شده توسط کاربر، تکامل دمای زمانی هر گره، فولاد مذاب در تاندیش و پاتیل. گرمای ذخیره شده در دیواره جانبی و پایین پوشش نسوز تاندیش، تلفات حرارتی از طریق پوسته کناری و پایینی در طول چرخه تاندیش عملیاتی، و توزیع شار گرما از طریق پوسته تاندیش در یک مرحله زمانی معین. شکل های 2 و 3 خروجی های گرافیکی معمولی را نشان می دهند.
III. اعتبار سنجی مدل
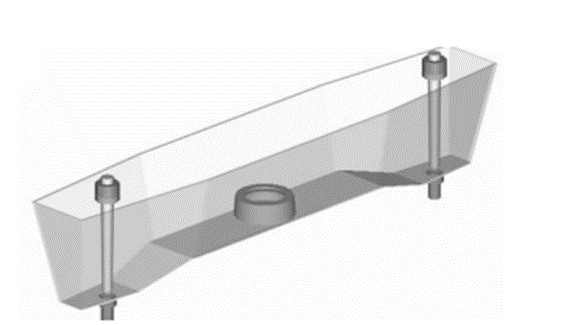
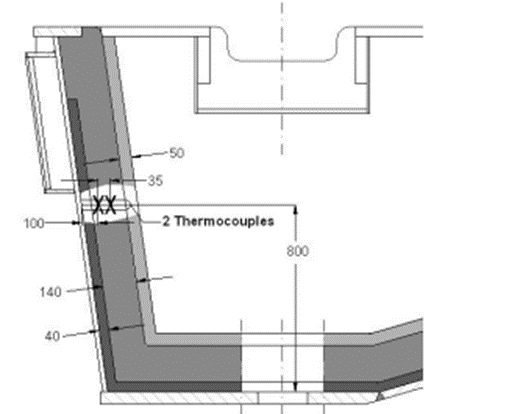
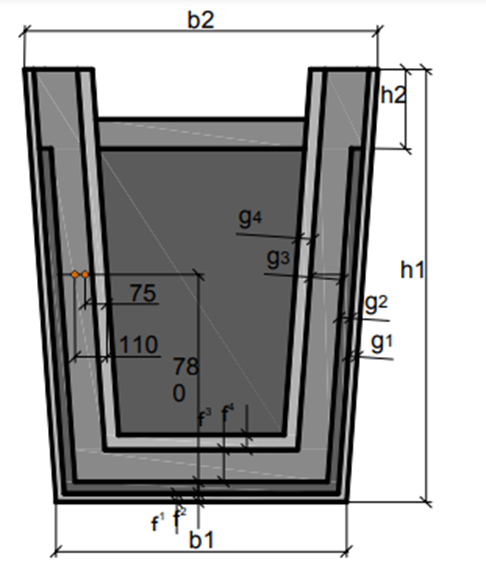
برای تأیید اعتبار، اندازهگیریهای کارخانه فولاد TERMEP در یک توالی از بیست قالب انجام شد. توزیع حرارتی تاندیش فولادی دو بار در طی یک ریخته گری ثبت شد. دو ترموکوپل در پوشش کار تعبیه شده بود تا به طور مداوم دمای نسوز را در طول مبارزات کنترل کند. شکل 4 تاندیش SIDERAR 36 تنی و شکل 5 یک بخش طولی با ترموکوپل های تعبیه شده در سمت باریک را نشان می دهد. از آنجایی که گرما عمدتاً از طریق اضلاع طولانی انجام می شود، یک مدل دوبعدی از تاندیش در نظر گرفته شد. شکل 5 سطح مقطع اتخاذ شده در TEMREP و پیکربندی پوشش نسوز را نشان می دهد. ابعاد به گونه ای تعریف شد که ناحیه انتقال تماس با فولاد مذاب برابر با تاندیش واقعی باشد. ترموکوپل ها با حفظ ارتفاع و فاصله تا چهره داغ قرار گرفتند.
الف. توزیع حرارتی پاتیل
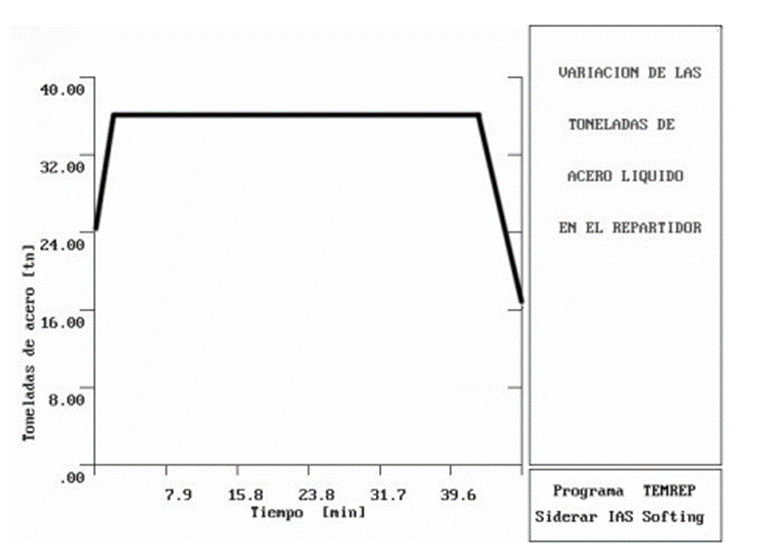
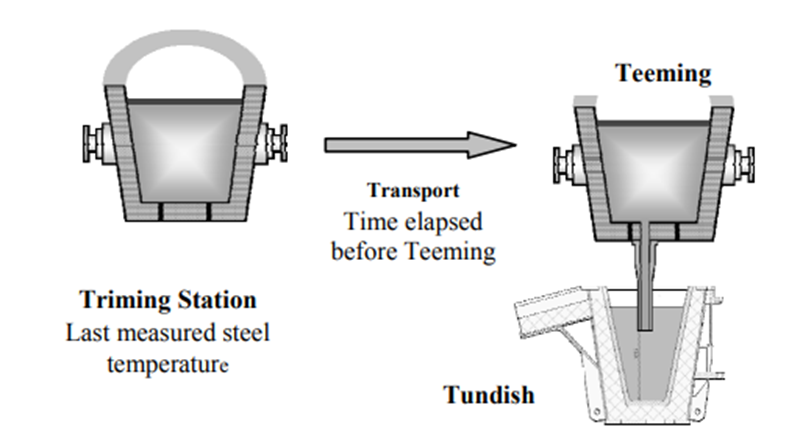
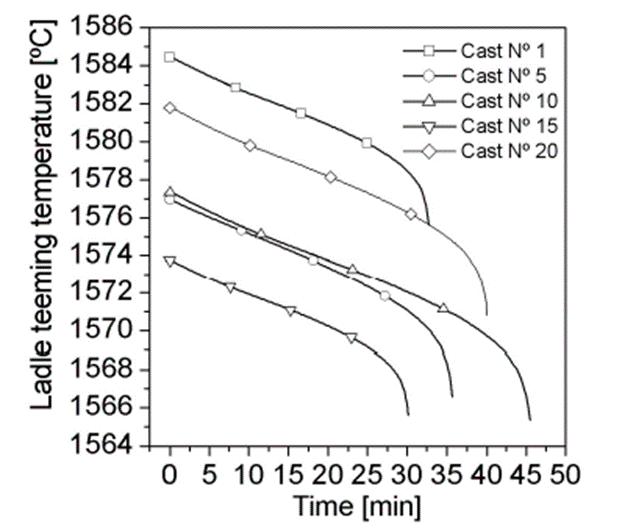
دمای جریان پاتیل فولادی جهت بررسی صحیحی از توزیع حرارتی تاندیش با استفاده از یک مدل محاسباتی به نام TEMALC (Gastón و همکاران، 2000) محاسبه شد که به طور خاص برای شبیهسازی دمای فولاد در طول چرخه کاری پاتیلهای ریختهگری توسعه یافته است. شکل 7 مراحل کار شبیه سازی شده با این کد را نشان می دهد. پارامترهای ورودی کد TEMALC بر اساس اطلاعات موجود کارخانه فولاد در حال حاضر تعریف شد. در ایستگاه تریمینگ، پس از پاکسازی حمام با گاز بی اثر برای همگن شدن دما و ترکیب، دمای فولاد به طور خودکار با استفاده از پروب های غوطه وری Pt-Pt Rh با دقت 4± درجه سانتی گراد اندازه گیری می شود. این مقدار به عنوان دمای اولیه پاتیل فولادی استفاده شد. طبق روش فولادسازی، یک لایه سرباره عایق و استفاده از پوشش بالایی پاتیل در طول پر شدن در شبیه سازی در نظر گرفته شد. از آنجایی که پاتیل ها در حال استفاده بودند، حالت حرارتی تخصیص داده شده به آنها مطابق با حالت نسوز خیس شده یا در یک حالت حرارتی شبه پایدار است که عموماً پس از پنج یا شش چرخه پاتیل به دست می آید (گاستون و مدینه، 1996). با دانستن دمای فولاد در پایان عملیات تریمینگ استیشن، زمان سپری شده قبل از شروع ریختهگری، نرخ پیش گرم، توزیع حرارتی تاندیش و پاتیل، و ظروف نسوز پاتیل، کد دمای پر شدن پاتیل را پیشبینی میکند. پس از آن، نرخ سرد شدن فولاد مایع حجیم در پاتیل (c) برای هر ریخته گری ارزیابی می شود. با دانستن زمان سپری شده در برج تاب قبل از پر شدن (تاخیر)، درجه طبقه بندی Tstrat مطابق معادله (15) محاسبه می شود و دمای پر شدن پاتیل مطابق معادله اصلاح می شود. (13). شکل 8 دمای خروجی مذاب تخلیه شده از پاتیل را برای ریخته گری شماره 1، 5، 10، 15 و 20 نشان می دهد. افزایش سریع نسبت (منطقه انتقال حرارت / جرم فولاد در پاتیل). شیب بخش خطی برای پنج منحنی تقریباً یکسان است که میانگین سرعت خنککننده c 0.17 درجه سانتیگراد در دقیقه را نشان میدهد.
ب. تأثیر پارامترهای ورودی بر پیش بینی مدل
پیشبینی تغییر دمای فولاد مذاب در طول ریختهگری مداوم به متغیرهای زیادی بستگی دارد که به ویژگیهای هر کارخانه فولاد پاسخ میدهند. پیکربندی پاتیل و آستر تاندیش، خواص حرارتی مواد نسوز، و مدت زمان طول می کشد، به طور کلی پارامترهای ورودی شناخته شده هستند.
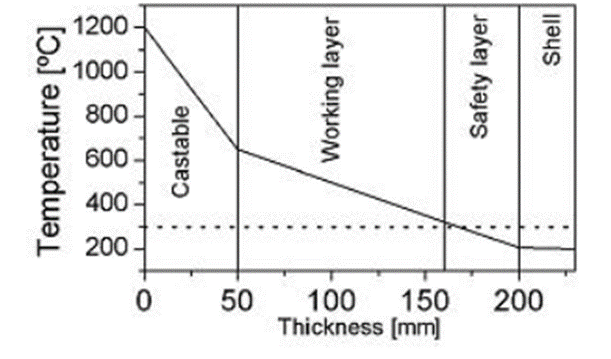
پیش گرم کردن پاتیل جدید، توزیع حرارتی پاتیل، زمان چرخش (زمان انتظار با یک پاتیل خالی بعد از پر شدن تا ضربه بعدی) و استفاده از پوشش های رویی تأثیر زیادی بر دمای پر شدن پاتیل دارد. تأثیر این پارامترها به خوبی در مراجع ذکر شده در بخشهای قبلی مستند شده است. سایر پارامترهای ورودی دخیل در پیشبینی دمای فولاد در پاتیل دشوارتر هستند و معمولاً تنظیم مدل ضروری است. چنین پارامترهایی مربوط به عملیات پاتیل (تلفات حرارتی ناشی از افزودن و پاکسازی آلیاژ، سرعت گرمایش در طول قوس) و تلفات تشعشع از حمام سطح بالایی است. در کار حاضر، برای به حداقل رساندن تأثیر این پارامترها، از TEMALC برای پیشبینی دمای فولاد پس از عملیات کوره پاتیلای استفاده شد و وضعیت حرارتی فولاد را با دمای اندازهگیری شده اولیه، همانطور که در بخش قبل توضیح دادیم، آغاز کرد. وضعیت پیش گرمایش آستر تاندیش بر اولین ریختهگریهای یک دنباله ریختهگری مداوم تأثیر میگذارد. اثر نیمرخ دمایی خطی و توزیع یکنواخت 300 درجه سانتیگراد نشان داده شده در شکل 9 مورد آزمایش قرار گرفت و اختلاف دمایی در حدود 4 درجه سانتیگراد در تکامل دما در طول اولین ریخته گری پیدا شد (Gastón et al., 2005). برای گرم کردن آستر و کاهش این اختلاف به 0.2 – 0.3 درجه سانتیگراد به هشت بخاری نیاز است. هنگامی که طبقه بندی پاتیل در نظر گرفته نمی شود، مدل دمای فولاد را در تاندیش بیش از حد پیش بینی می کند (Gastón و همکاران، 2005). درج این عامل منحنی پیشبینیشده را تا حدی تغییر میدهد که به زمان نگهداشتن پاتیل قبل از ریختهگری بستگی دارد، همانطور که در بخش بعدی نشان داده خواهد شد.
وضعیت پیش گرمایش آستر تاندیش بر اولین ریختهگریهای یک دنباله ریختهگری مداوم تأثیر میگذارد. اثر نیمرخ دمایی خطی و توزیع یکنواخت 300 درجه سانتیگراد نشان داده شده در شکل 9 مورد آزمایش قرار گرفت و اختلاف دمایی در حدود 4 درجه سانتیگراد در تکامل دما در طول اولین ریخته گری پیدا شد (Gastón et al., 2005). برای گرم کردن آستر و کاهش این اختلاف به 0.2 – 0.3 درجه سانتیگراد به هشت بخاری نیاز است. هنگامی که طبقه بندی پاتیل در نظر گرفته نمی شود، مدل دمای فولاد را در تاندیش بیش از حد پیش بینی می کند (Gastón و همکاران، 2005). درج این عامل منحنی پیشبینیشده را تا حدی تغییر میدهد که به زمان نگهداشتن پاتیل قبل از ریختهگری بستگی دارد، همانطور که در بخش بعدی نشان داده خواهد شد.
ج. نتایج اعتبار سنجی
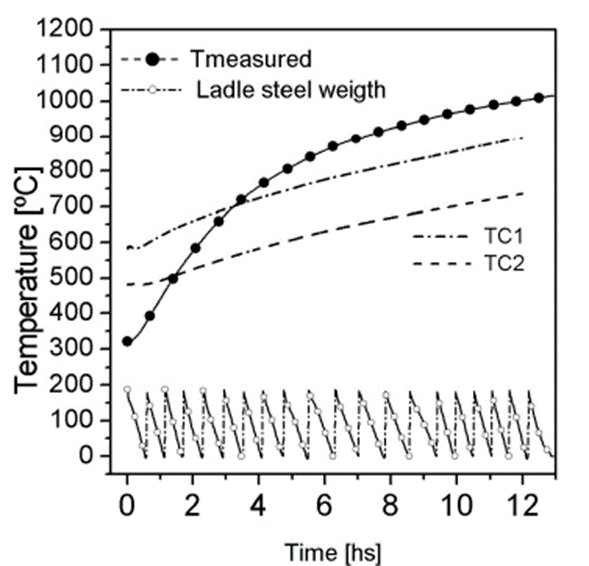
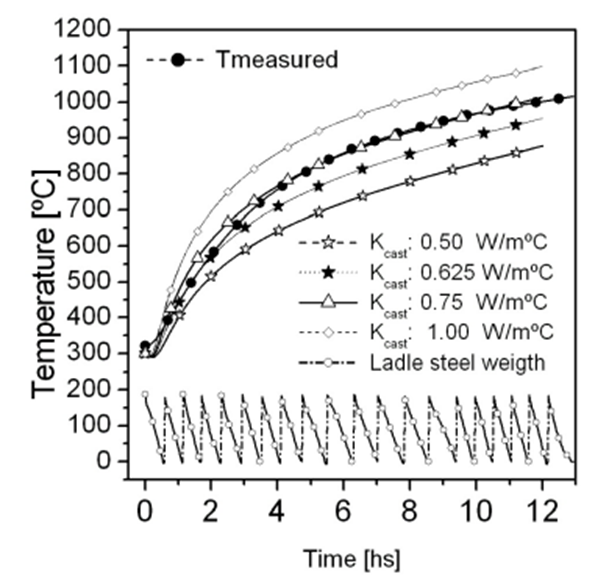
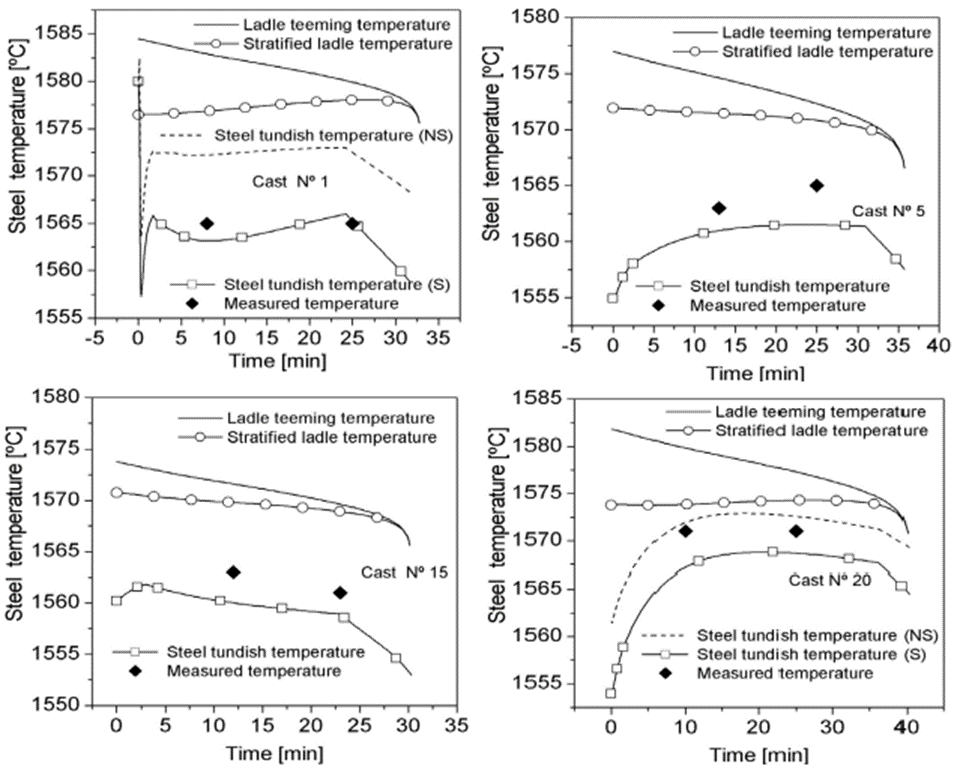
ابتدا، دماهای اندازهگیریشده در پوشش دیرگداز برای تنظیم برخی پارامترهای مدل مانند هدایت حرارتی آستر کاری قابل ریختهگری و حالت حرارتی اولیه تاندیش استفاده شد. اطلاعات در مورد پیش گرمایش تاندیش نسبتاً کمیاب بود، بنابراین توزیع دما نشان داده شده در شکل 9 مورد آزمایش قرار گرفت. شکل های 10 و 11 دماهای اندازه گیری شده و پیش بینی شده را با هم مقایسه می کنند. خط دندانه اره نشان دهنده تکامل زمانی وزن فولاد مایع در پاتیل در طول توالی است و تعداد ریخته گری های انجام شده را نشان می دهد. متأسفانه، داده ها فقط توسط ترموکوپل نزدیک به صفحه داغ ثبت شد در حالی که ترموکوپل داخلی از کار افتاد. با شروع از توزیع خطی (1200 درجه سانتیگراد در صفحه داغ و 200 درجه سانتیگراد در پوسته)، که نشان دهنده یک تاندیش از پیش گرم شده تا یک حالت ثابت حرارتی است، مقادیر محاسبه شده بالاتر از داده های اندازه گیری شده در طول پنج چرخه اول و حدود 100 درجه سانتیگراد کمتر در پایان دوره بود. دنباله (شکل 10). بر اساس این نتایج، توزیع دمای اولیه یکنواخت 300 درجه سانتیگراد (اولین دمای ثبت شده) در نظر گرفته شد. تجزیه و تحلیل حساسیت انجام شده برای محدوده توزیع حرارتی تاندیش و هدایت حرارتی قابل ریختهگری (0.5-1.0) W/mºC، بهترین تناسب را برای 0.75 W/mºC نشان داد (شکل 11)، بنابراین این مقدار برای محاسبات بیشتر اتخاذ شد. تأثیر هدایت حرارتی بر دمای تاندیش فولادی نشان داد که اختلاف بین منحنیهای پیشبینیشده برای اولین ریختهگری حدود 2 درجه سانتیگراد و برای آخری کمتر از 5/0 درجه سانتیگراد بود. در تاندیش، دما نیز به طور خودکار با پروب های غوطه وری Pt-Pt Rh با خطای سنسور ± 2ºC اندازه گیری می شود. شکل 12 دمای تاندیش اندازه گیری شده را برای ریخته گری های شماره 1، 5، 15 و 20 همراه با دمای فولاد حاصل در تاندیش در طول دوره پر کردن، تاندیش کامل و تغییر پاتیل نشان می دهد. تکامل دمای پراکنده فولاد از پاتیل و دمای پاتیل اصلاح شده از جمله لایه بندی نیز به تصویر کشیده شده است. دماهای پیشبینیشده بدون طبقهبندی برای اولین ریختهگری (21 دقیقه زمان نگهداری پاتیل) و آخرین (9 دقیقه زمان نگهداری پاتیل) گنجانده شدهاند که به ترتیب تغییرات دمایی متوسط 7 درجه سانتیگراد و 5 درجه سانتیگراد را نشان میدهند.
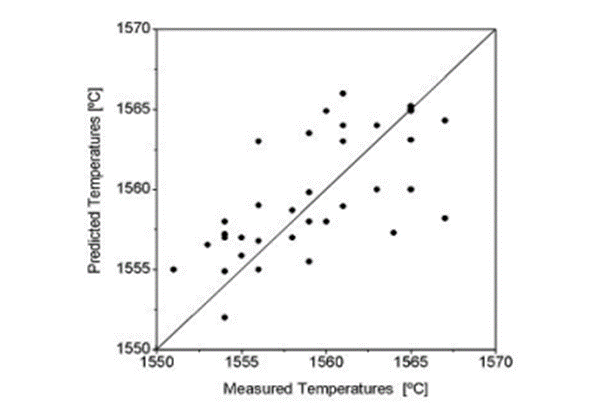
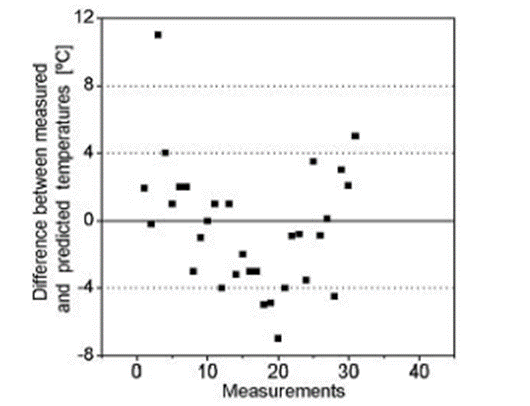
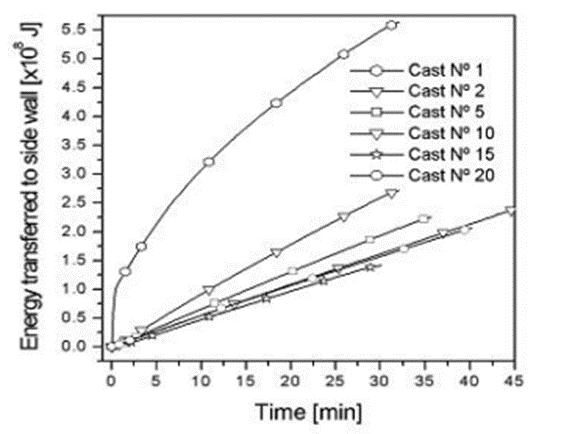
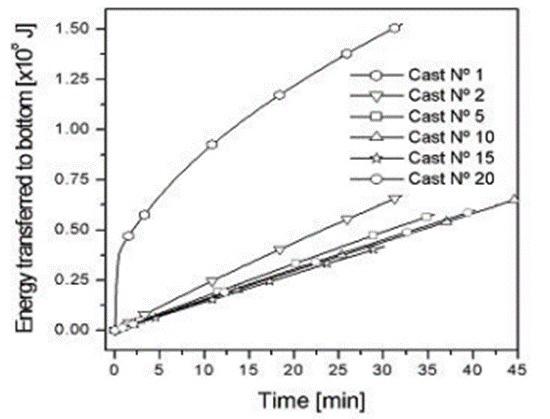
شکل 13 نمودار پراکنده ای از دماهای پیش بینی شده در برابر دماهای اندازه گیری شده برای 20 قالب و شکل 14 انحرافات حاصل را نشان می دهد که عملکرد مدل حاضر را خلاصه می کند. از این شکلها میتوان اشاره کرد که مقادیر پیشبینیشده بهطور تصادفی حول یک خط مستقیم 45 درجه توزیع میشوند و تفاوت دما بین پیشبینی و اندازهگیریها عمدتاً در 4ºC برای 32 از 40 داده قرار دارد (مقدار متوسط 0.14، انحراف استاندارد 3.8، خطای استاندارد 0.6 ). این مقادیر انحراف از همان درجه بزرگی هستند که توسط سایر مدلهای شبیهسازی موجود در ادبیات گزارش شدهاند (Castillejos و همکاران، 1997؛ Deb و همکاران، 1999؛ Jormalainen و Louhenkilpi، 2006). در نهایت، شکلهای 15 و 16 انرژی منتقل شده از طریق رسانش به پوشش نسوز تاندیش را در طول توالی ریختهگری مداوم و توزیع حرارتی تاندیش را نشان میدهند. با شروع از توزیع دمای نسبتاً سرد، تقریباً ده سیکل طول می کشد تا به یک حالت حرارتی شبه پایدار برسد. همان تجزیه و تحلیل انجام شده برای پروفیل پیش گرمایش (1200 درجه سانتیگراد تا 200 درجه سانتیگراد) نشان داد که این شرایط پس از پنج ذوب حاصل می شود.
نتیجه گیری
بر اساس اصول انتقال حرارت، یک مدل محاسباتی برای پیشبینی دمای فولاد مذاب در تاندیش و توزیع حرارتی تاندیش در طول عملیات ریختهگری مداوم توسعه داده شد. این برنامه به تجزیه و تحلیل حساسیت پارامترهای فرآیند مانند پیش گرمایش تاندیش، پیکربندی نسوز پوشش، سرعت ریختهگری و عایق حمام اجازه میدهد تا اثر آنها را بر تکامل دمای فولاد تعیین کند و بنابراین مواردی را که برای دستیابی به کنترل دمای کافی در طول فرآیند مرتبط هستند شناسایی کند. اعتبار مدل با مقایسه اندازهگیریهای آستر و دمای فولاد در تاندیش و توزیع حرارتی تاندیش در برابر مقادیر پیشبینیشده مدل در مطابقت خوب بین آنها انجام شد. انحراف بین دماهای اندازه گیری شده و پیش بینی شده توسط TEMREP کمتر از 50 درجه سانتیگراد در پوشش نسوز و حدود 4± درجه سانتیگراد برای فولاد مذاب بود. TEMALC و TEMALC کدهای مکملی هستند که می توانند به صورت آنلاین برای پیش بینی تکامل دمای فولاد مذاب در تاندیش و پاتیل استفاده شوند. از آنجایی که زمان محاسبات بسیار کمتر از یک فرآیند واقعی است، اپراتورهای کارخانه این شانس را دارند که متغیرهای فرآیند را برای دستیابی به کنترل دمای کافی و یک مسیر تولید بدون مشکل از مبدل LD به کاستور تصحیح کنند.
آکادمی ویستا پیشرو در ارائه به روز ترین مطالب علمی. جهت کسب اطلاعات بیشتر و بهره مندی از خدمات و محصولات، با ما در تماس باشید.


