
چکیده: این مقاله فعالیت های مربوط به کنترل سطح قالب مسی در فرآیند ماشین ریخته گری مداوم را به عنوان مثالهای موردی از تجارب تجاری بدست آمده در راه حل های کنترل فرآیند شرح می دهد. از این طریق ما پدیده فرآیندی و طراحی سیستم کنترل را بیان و ارزیابی می کنیم. در ابتدا یک مدل کنترل سطح قالب توسط تکنیک تحلیل جریان سیال فرموله شده که در آن جریان فولاد مذاب در قالب مسی را به صورت کمّی و عددی ارزیابی می کند. این مدل جریان سیال و سطح آزاد در قالب را از طریق روش تحلیل جریان فولاد مذاب محاسبه می کند در حالی که تجزیه و تحلیل سیستم کنترل نیز به صورت همزمان انجام می شود. این مدل شبیه سازی واقعی سیستم کنترل سطح قالب را با در نظر گرفتن توربولانس جریان سیال امکان پذیر می سازد. به عنوان یک نتیجه، کنترل سطح قالب در ریخته گری سرعت بالا می تواند با دقت بالا پیش بینی و ارزیابی شود.
مروری بر منابع:
کنترل سطح قالب تابعی از کنترل فرآیند ریخته گری مداوم برای حفظ سطح مذاب درون قالب در ارتفاعی ثابت است. از این پس در این مقاله منظور از سطح فولاد قالب همان درجه ارتفاع سطح مذاب درون قالب است. این کنترل بر کیفیت و بازده محصول نهایی تأثیر بسزایی دارد. ارتباط نزدیکی بین کاهش و افزایش سطح فولاد قالب و بروز عیوب سطحی محصولات نهایی وجود دارد. وقتی سطح فولاد قالب به طور قابل توجهی بالا یا پایین می رود، پودر ریخته گری و سایر ناخالصی های شناور روی سطح مذاب درون مذاب به دام افتاده و محبوس می شود و نهایتا به صورت عیوب سطحی در محصولات فولادی در هنگام نورد ظاهر می شوند. برای جلوگیری از این اتفاق، کنترل سطح قالب طوری طراحی شده است که نوسانات سطح مذاب را به حداقل برساند.
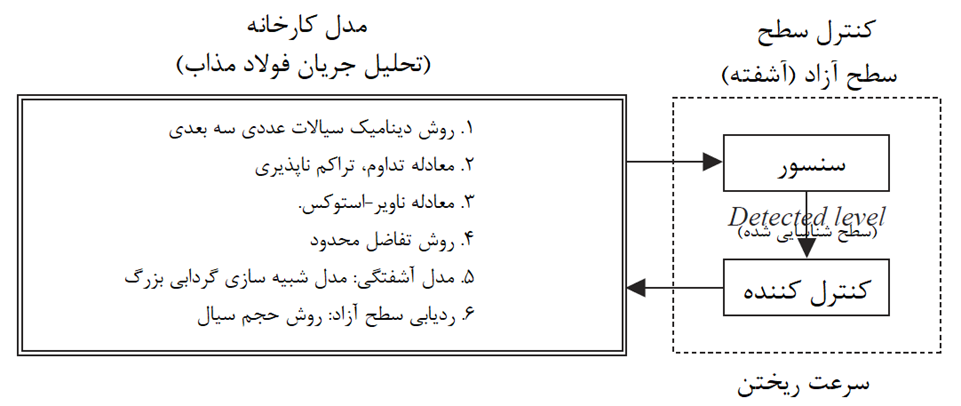
دینامیک سطح فولاد قالب، به طور کلی یک سیستم انتگرال ساده است و به همین دلیل، اثر کنترل سطح قالب به طور معمول در مرحله توسعه آن با در نظر گرفتن یک سیستم انتگرال محاسبه میشود. با این حال در عمل، آشفتگی ها در جریان فولاد مذاب به شکل امواج سطحی در اثر افزایش سرعت ریختهگری ظاهر میشوند. در نتیجه با یک مدل خام معمولی، به دست آوردن یک نتیجه شبیهسازی قابل اعتماد دشوار بود و پیشبینی و ارزیابی دقیق عملکرد یک سیستم کنترل سطح قالب تحت شرایط سرعت ریختهگری بالا غیرممکن بود. با توجه به موقعیت یک مدل کنترل سطح قالب را با استفاده از تجزیه و تحلیل جریان فولاد مذاب فرموله کرده و ارائه شده است. شکل 1 دیاگرام بلوکی از مدل توسعه یافته را نشان می دهد. این مدل با توصیف جریان فولاد مذاب در قالب و دینامیک سطح فولاد مذاب از دیدگاه تحلیل جریان سیال و ترکیب آنها با تجزیه و تحلیل سیستم کنترل مشخص می شود. در نتیجه یک شبیهسازی کنترل سطح قالب با در نظر گرفتن توربولانس جریان فولاد مذاب قابل اجرا شد و امکان پیشبینی و ارزیابی دقیق عملکرد کنترل سطح قالب در سرعت ریختهگری بالا را فراهم نمود.
2. فرآیند ریخته گری مداوم
قبل از بحث در مورد مدل کنترل سطح قالب، تجهیزات ماشین ریخته گری پیوسته و کنترل سطح قالب که پیشینه مدل را تشکیل می دهند، به اختصار توضیح داده می شود.
2.1. تجهیزات ماشین ریخته گری مداوم
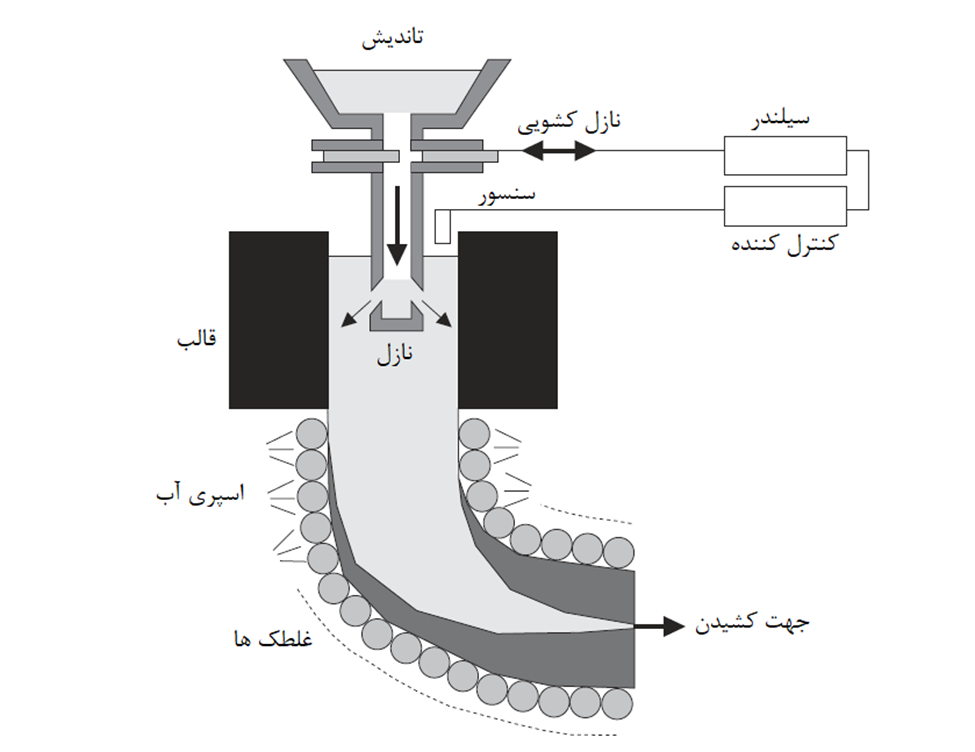
پس از خروج فولاد تصفیه شده از انواع کوره ها، ماشین ریخته گری مداوم برای منجمد کردن فولاد مذاب در اشکال مقاطع مختلف (اسلب یا بلوم یا بیلت) استفاده می شود. فولاد مذاب خارج شده از پاتیل به طور موقت در یک تاندیش ذخیره می شود و سپس از طریق یک نازل خروجی در قالب ریخته می شود که دیواره های داخلی آن با صفحات مسی آبگرد پوشانده شده است. انجماد فولاد مذاب از محل اتصال آن با قالب شروع میشود و تا رسیدن به انجماد کامل در منطقه خنککننده ثانویه پیش میرود و سپس فولاد ریختهگری شده توسط یک کاتر به طول تعیین شده بریده میشود. یک ماشین ریخته گری مداوم به صورت شماتیک در شکل 2 نشان داده شده است.
2.2. کنترل سطح قالب
همانطور که در شکل 2 مشاهده می شود، سطح فولاد قالب به طور مداوم با یک سنسور کنترل می شود و انحراف آن از سطح شاخص تعیین شده به یک کنترل کننده بازخورد می دهد که سیگنالی را به یک سیلندر محرک برای تنظیم دهانه یک صفحه کشویی در مکانیزم دریچه کشویی اسلاید گیت ارسال می کند. بنابراین مقدار جریان فولاد مذاب به داخل قالب کنترل شده و سطح فولاد قالب تا شاخص تعیین شده کنترل می شود.
نوسانات سطح فولاد مذاب در قالب به دلیل اختلالات ناشی از سیستم های پر کردن و کشاننده یک ماشین ریخته گری ایجاد می شود. اختلال ناشی از سیستم پر کردن به طور خاص، به معنای تغییر خصوصیات جریان فولاد مذاب ناشی از گرفتگی یک نازل خروجی با اجزای غیرفلزی است و آن چیزی که از سیستم کشاننده نشأت می گیرد به معنای بالا و پایین رفتن متناوب سطح فولاد قالب ناشی از برآمدگی یا همان تغییر شکل حرارتی فولاد ریخته گری است که در منطقه آب گرد ماشین ریخته گری رخ می دهد.
3. مدل کنترل سطح قالب
مدل توسعه یافته کنترل سطح قالب در اینجا توضیح داده شده است. دیاگرام بلوکی مدل قبلاً در شکل 1 نشان داده شده است و توضیحات بعدی بر روی معادلات اجزای مدل های فیزیکی با هدف بیان دینامیک فرآیند مورد نظر متمرکز شده است. مدل توسعهیافته مبتنی بر آنالیز جریان مذاب نیز با یک مدل سیستم انتگرال معمولی مقایسه میشود و تفاوت بین این دو مشخص میشود.
3.1. مدل سیستم انتگرال
یک مدل سیستم انتگرال فقط تعادل حجمی استاتیک بین ورودی و خروجی فولاد مذاب را در نظر میگیرد و فرض میکند که مشخصه دینامیکی سطح فولاد قالب را میتوان در قالب یک سیستم انتگرال ساده بیان کرد. در این حالت، معادله حاکم بر سطح فولاد قالب در قالب معادله دیفرانسیل معمولی خطی زیر آورده شده است:

2.3. مدل تحلیل جریان فولاد مذاب
یک مدل تحلیل جریان فولاد مذاب مبتنی بر تکنیک دینامیک سیالات است و قادر است مشخصات دینامیکی سطح فولاد قالب را با در نظر گرفتن آشفتگی جریان فولاد مذاب به طور دقیق بیان کند. هنگامی که تلاطم جریان فولاد مذاب وجود دارد، جریان فولاد مذاب در یک قالب به عنوان یک جریان آشفته سه بعدی سیال غیرقابل تراکم با سطح آزاد در نظر گرفته می شود و معادلات حاکم بر آن به شکل زیر ارائه می شود. معادلات دیفرانسیل جزئی خطی:

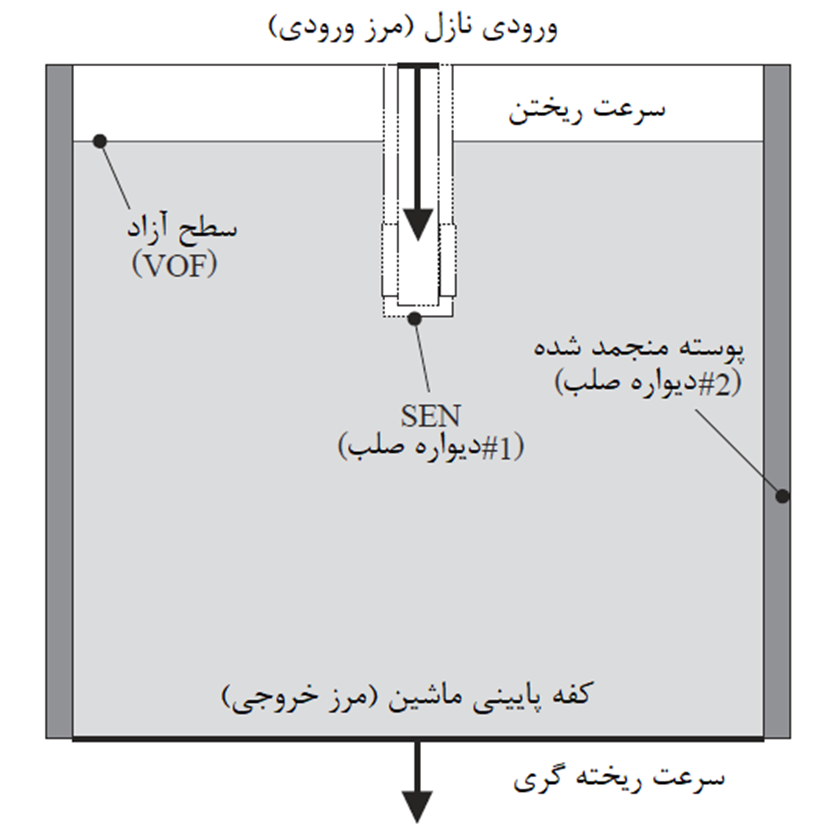
اختلاف زمانی دبی فولاد مذاب و سطح آزاد با گسسته کردن این معادلات با استفاده از حساب تفاضل محدود و حل عددی آنها با استفاده از روش تحلیل تکراری (iterative) محاسبه می شود. شکل 3 شرایط مرزی مدل تحلیل جریان فولاد مذاب را نشان می دهد.
بنابراین یک مدل فیزیکی برای بیان دقیق جریان فولاد مذاب در قالب و ویژگیهای دینامیکی یک سطح فولاد مذاب کامل ساخته میشود. این مدل قادر به بیان دقیق ویژگی های دینامیکی سطح فولاد مذاب در ریخته گری با سرعت بالا است.
4. شبیه سازی کنترل سطح قالب
سودمندی مدل کنترل سطح قالب بر اساس تحلیل جریان فولاد مذاب و کاربرد واقعی آن در زیر بر اساس نتایج شبیهسازی توضیح داده شده است. نتایج به دست آمده با استفاده از یک مدل سیستم انتگرال نیز جهت مقایسه توضیح داده شده است. مطابق جدول 1 شرایط برای تجزیه و تحلیل نتایج شبیهسازی شده تحت شرایط ریختهگری با سرعت بالا به منظور پیشبینی تأثیر آشفتگی جریان فولاد مذاب بر کنترل سطح قالب مورد تجزیه و تحلیل قرار گرفت. با فرض وقوع برآمدگی به عنوان یک نیروی خارجی، یک نوسان سطح فولاد قالب با زمان چرخه 10 ثانیه (= فرکانس 0.10 هرتز) اعمال شد، سطح فولاد مذاب با با یک سنسور مانیتور شد و مقدار شار فولاد مذاب با کنترل PI اعمالی کنترل شد.

4.1. مدل سیستم یکپارچه
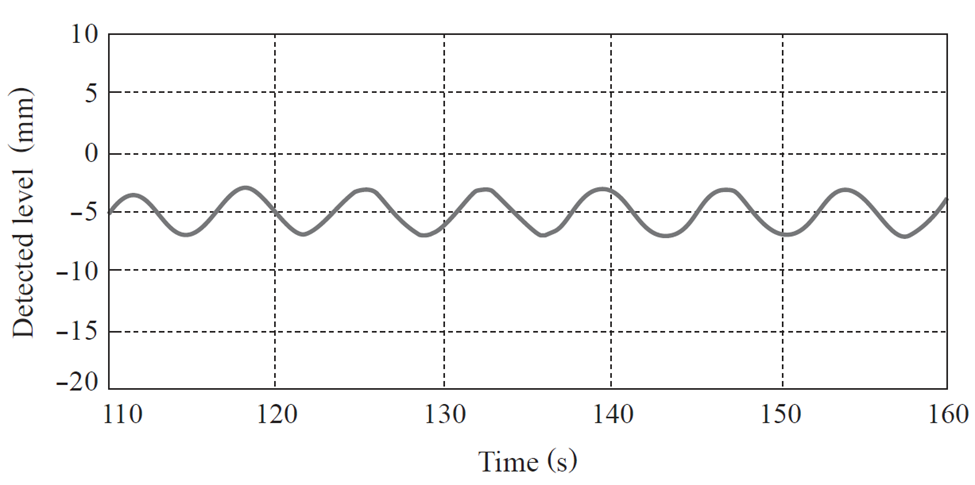
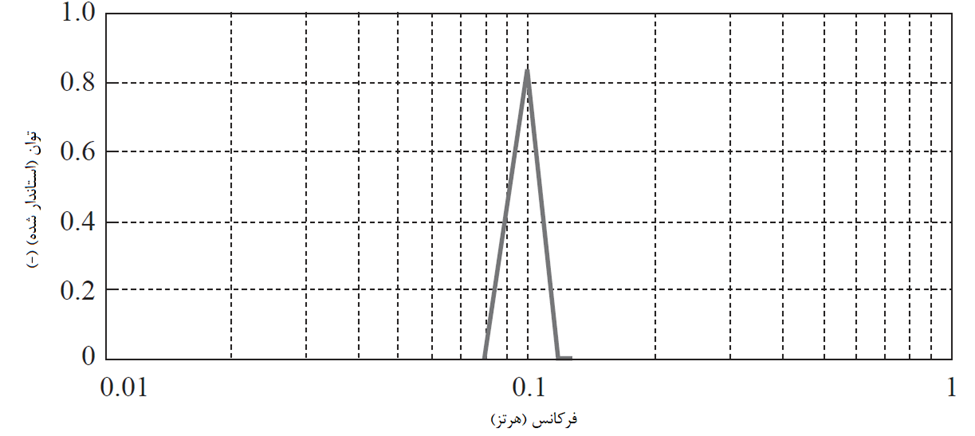
شکل 4 نوسان زمانی سطح فولاد مذاب شناسایی شده را نشان می دهد که توسط شبیه سازی با استفاده از مدل سیستم انتگرال محاسبه شده است و شکل 5 طیف توان آن را نشان می دهد. از شکلها مشخص است که مدل سیستم انتگرال فقط یک نوسان سطح فولاد مذاب با فرکانس 0.10 هرتز ناشی از نیروی خارجی اعمالی را شناسایی می کند.
4.2. مدل تحلیل جریان فولاد مذاب
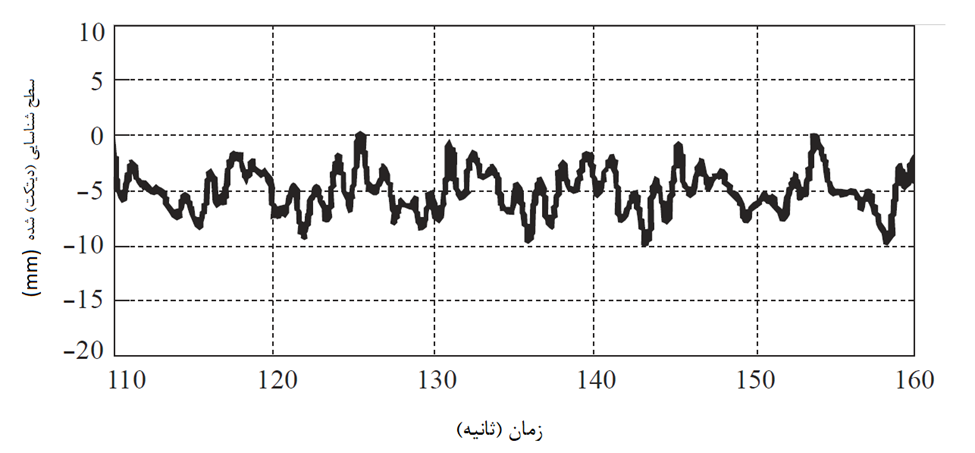
شکل 6 بالا و پایین رفتن زمانی شناسایی شده سطح فولاد مذاب را نشان می دهد که توسط شبیه سازی با استفاده از مدل تحلیل جریان فولاد مذاب محاسبه شده است و شکل 7 طیف توان آن را نشان می دهد. از شکلها مشخص است که مدل تحلیل جریان فولاد مذاب نه تنها نوسان سطح 0.10 هرتز، بلکه یک نوسان سطح فرکانس بالا با فرکانس تقریباً 0.70 هرتز را نیز تشخیص میدهد. فرض می شود که نوسان سطح 0.70 هرتز نشان دهنده یک موج ثابت در یک قالب است. در اینجا فرکانس موج ساکن با استفاده از معادله نظری زیر محاسبه می شود:

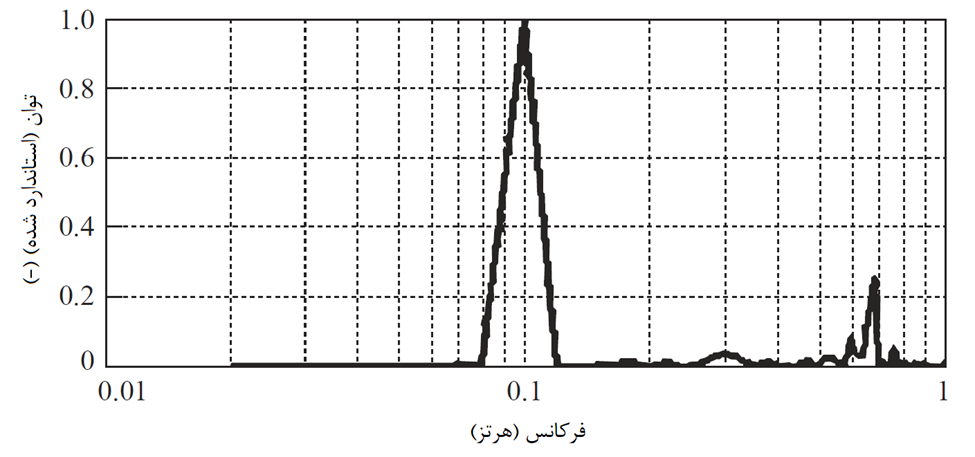
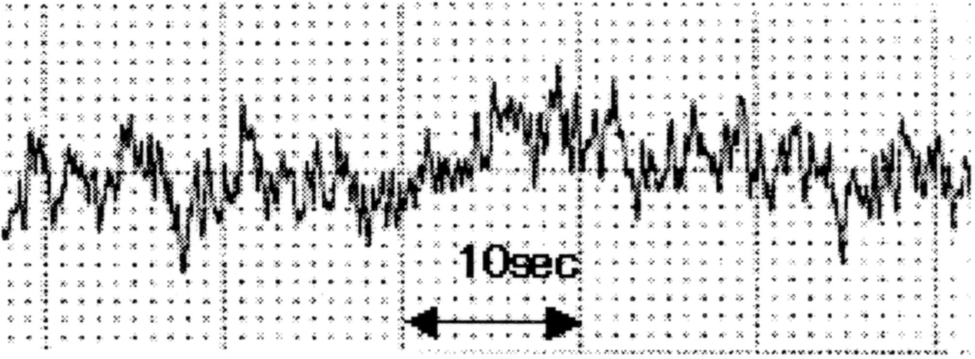
این واقعیت که چنین موجهایی با فرکانس بالا در عملیات ریختهگری واقعی مشاهده میشود، به عنوان مدرکی از توانایی مدل تحلیل جریان فولاد مذاب برای بازتولید دقیق ویژگیهای دینامیکی سطح فولاد مذاب عمل میکند. شکل 8 یک نمونه نمودار سطح فولاد قالب از یک ماشین ریخته گری راه اندازی شده تجاری است که در آن موجی با فرکانس تقریباً 1.00 هرتز تشخیص داده می شود.
با مدل تجزیه و تحلیل جریان فولاد مذاب می توان نه تنها سطح قالب شناسایی شده بلکه کل سطح فولاد مذاب را در قالب ارزیابی کرد. شکلهای 9 و 10 توزیع میانگین و انحراف استاندارد را به ترتیب سطح فولاد قالب بر حسب میلیمتر نشان میدهند، که در آن هر چه ناحیه تیرهتر باشد، مقدار آن بزرگتر است.
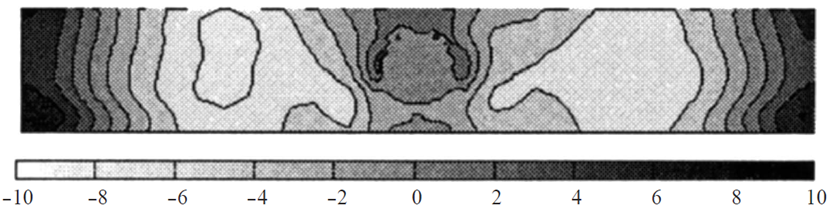
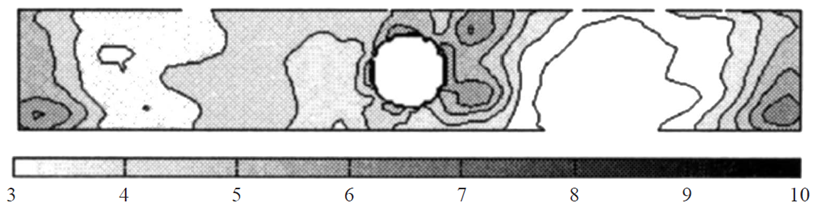
ناحیه سفید در شکل 10 ناحیه ای است که سطح فولاد قالب با سنسورمشخص و کنترل می شود و در شکل مشاهده می شود که نوسان سطح فولاد قالب در نزدیکی ناحیه سفید به خوبی کنترل می شود. در مقابل، نوسان سطح فولاد قالب در مناطق دیگر کنترل نمی شود و به خصوص در سمت مقابل که سنسوری در نظر گرفته نشده است، نوسان زیاد است. موارد فوق نشان می دهد که کنترل سطح قالب فقط نوسانات سطح همان محل را (به صورت لوکال و موضعی) پایین می آورد. همچنین در شکل ها مشاهده می شود که سطح فولاد مذاب در نزدیکی وجوه باریک قالب و اطراف نازل خروجی بالاست و نوسان سطح نیز در این نواحی زیاد است. این مورد منعکس کننده جریان مذاب فولاد در قالب در نظر گرفته می شود. شکل 11 توزیع بردار سرعت متوسط زمانی فولاد مذاب را در مرکز ضخامت قالب نشان می دهد.
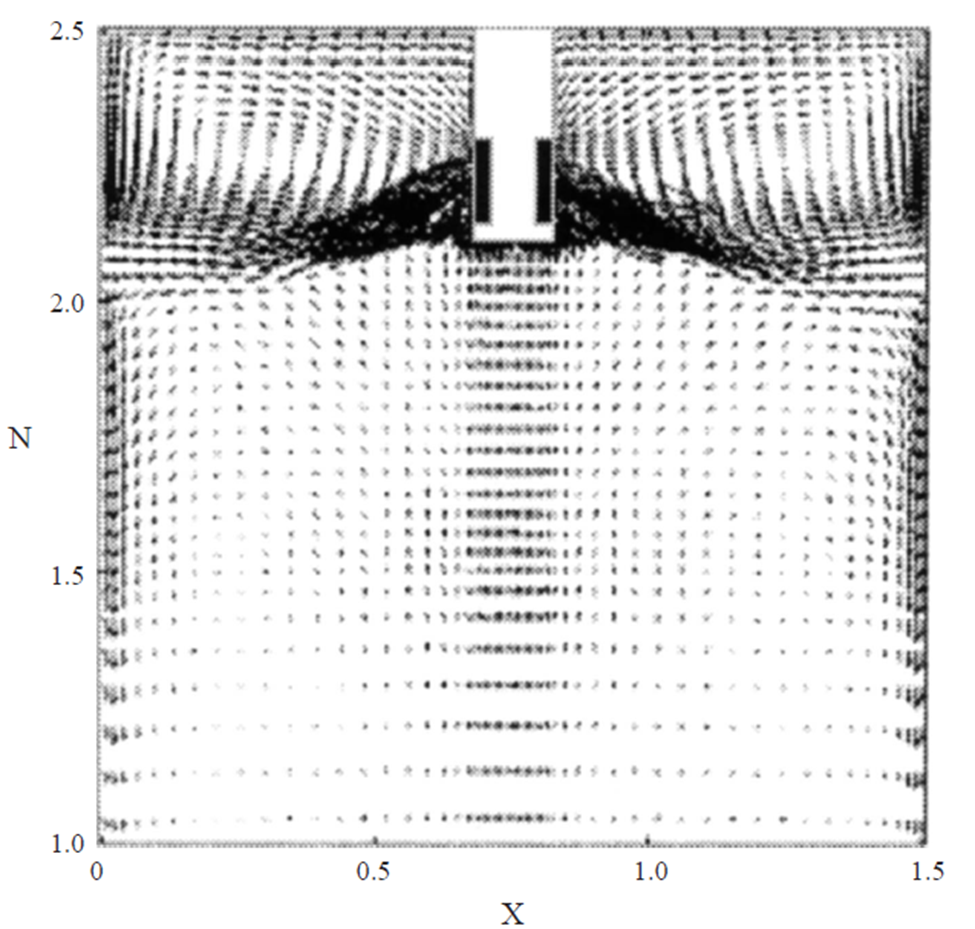
فولاد مذاب که از نازل خروجی جاری می شود به وجوه باریک برخورد می کند و جریان های گردشی قوی رو به بالا در آنجا شکل می گیرد. در اینجا مشاهده میشود که جریانهای قوی رو به بالا در امتداد دیوارههای باریک سطح فولاد مذاب را در نزدیکی خود بالا میبرد. سطح فولاد مذاب نیز در اطراف نازل خروجی زیاد است، زیرا جریان های گردشی از هر دو طرف در آنجا به سمت یکدیگر می روند و در نتیجه نوسان سطح نیز در این ناحیه زیاد است.
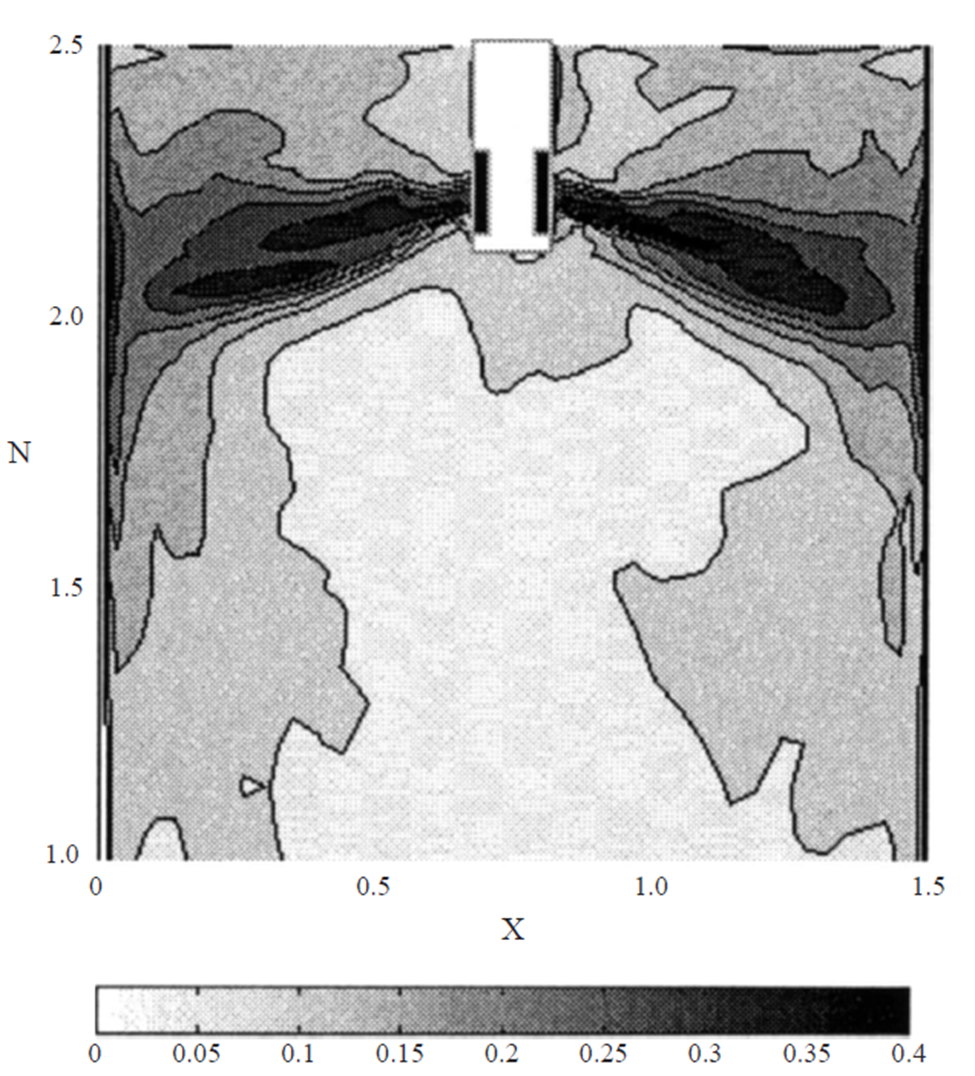
شکل 12 توزیع انحراف استاندارد نرخ جریان فولاد مذاب را در مرکز ضخامت همان قالب بر حسب متر بر ثانیه نشان می دهد. هر چه ناحیه تیره تر باشد، مقدار آن بزرگتر است. در شکل مشاهده می شود که کل فولاد مذاب در قالب در اثر شار نازل به طور قابل توجهی مختل شده است. در نظر گرفته می شود که تلاطم با افزایش سرعت جریان ورودی قابل توجه می شود و خود را به صورت موج دار شدن سطح فولاد مذاب نشان می دهد.
همانطور که در مطالب گذشته اشاره شد، مدل آنالیز جریان فولاد مذاب یک شبیه سازی واقعی از کنترل سطح قالب را که منعکس کننده تلاطم جریان فولاد مذاب است امکان پذیر می سازد.
5. نتیجه گیری کلی
یک مدل کنترل سطح قالب با استفاده از تجزیه و تحلیل جریان فولاد مذاب فرموله شده است و بنابراین یک شبیه سازی واقعی کنترل سطح قالب که منعکس کننده آشفتگی جریان فولاد مذاب است امکان پذیر شده است. اثربخشی مدل توسعه یافته از طریق شبیه سازی تایید شده و یک سیستم کنترل سطح قالب بر اساس مدل توسعهیافته برای کاربرد در عملیات ریختهگری با سرعت بالا طراحی میشود و اثربخشی آن از طریق آزمایشها در عملیات واقعی ارزیابی میشود.
جهت کسب اطلاعات بیشتر با ما در تماس باشید.


